ő“āÉīůľ“∂ľ÷™ĶņŌūńzĹ”Ó^…ķģaĶń÷ų“™‘≠ŃŌěťPPļÕPE£¨PPŃŌ…ķģaĶńŌūńzĹ”Ó^‘ŕ≥…–Õļů”…”ŕłų∑NÕ‚≤Ņ“ÚňōēĢĆß÷¬ģa∆∑ģa…ķ ’ŅsĶńÜĖÓ}£¨»ÁĻŻ‘ŕ…ķģaēr≤…”√ļŌŖmĶńņšÖsúō∂»ļÕļůŐéņŪŖ^≥ŐŅ…“‘úp–°ģa∆∑≥…–ÕļůĶń ’Ņs°£‘ž≥…ŌūńzĹ”Ó^ ’ŅsÜĖÓ}÷ų“™ĪŪ¨F‘ŕ“‘Ō¬é◊Łc
°° “Ľ°Ę◊Ęň‹ń£ĺŖ£Ľ∂ŗĚ≤Ņŕń£ĺŖ“™’{’ŻłųĚ≤ŅŕĶń≥šń£ňŔ∂»£¨◊Óļ√ƶ∑Qť_‘OĚ≤Ņŕ°£ń£ĺŖĶńÍPśI≤ŅőĽĎ™”––ßĶō‘O÷√ņšÖsňģĶņ£¨Ī£◊Cń£ĺŖĶńņšÖsƶŌŻ≥żĽÚúp…Ŕ ’Ņs∆ū÷Ýļ‹ļ√Ķń–ßĻŻ°£’ŻāÄń£ĺŖĎ™≤Ľéß√ęīŐ«“ĺŖ”–ļŌń£√‹∑‚–‘£¨ń‹≥– ‹łŖČļ°ĘłŖňŔ°ĘĶÕū§∂»»ŘŃŌĶń≥šń£°£
°° ∂Ģ°Ę◊Ęň‹‘Oāš£ĽĻ©ŃŌ≤Ľ◊„£¨◊Ęň‹ôC¬›óUĽÚ÷ý»Żń•ďpáņ÷ō£¨◊Ę…šľįĪ£Čļēr»ŘŃŌįl…ķ¬©Ńų£¨ĹĶĶÕŃň≥šń£ČļѶļÕŃŌŃŅ£¨‘ž≥…»ŘŃŌ≤Ľ◊„°£áä◊žŅ◊ŐęīůĽÚŐę–°°£Őę–°Ąt»›“◊∂¬»ŻŖMŃŌÕ®Ķņ£¨ŐęīůĄtĆĘ Ļ…šŃ¶–°£¨≥šń£įl…ķņߎy°£
°° »ż°Ę…ķģaĻ§ňá£Ľ‘Ųľ”◊Ę…šČļѶ£¨Ī£ČļČļѶ£¨—”ťL◊Ę…šērťg°£Ć¶”ŕŃųĄ”–‘īůĶńň‹ŃŌ£¨łŖČļēĢģa…ķÔwŖÖ“ż∆ūňķŅ”Ď™ŖmģĒĹĶĶÕŃŌúō£¨ĹĶĶÕôCÕ≤«į∂őļÕáä◊žúō∂»£¨ ĻŖM»Ž–Õ«ĽĶń»ŘŃŌ»›∑e◊ÉĽĮúp…Ŕ£¨»›“◊ņšĻŐ;ƶ”ŕłŖū§∂»ň‹ŃŌ£¨Ď™ŐŠłŖôCÕ≤úō∂»£¨ Ļ≥šń£»›“◊°£ ’Ņsįl…ķ‘ŕĚ≤ŅŕÖ^”ÚērĎ™—”ťLĪ£Čļērťg°£ŐŠłŖ◊Ę…šňŔ∂»Ņ…“‘›^∑ĹĪ„Ķō Ļ÷∆ľĢ≥šĚM≤ĘŌŻ≥żīů≤Ņ∑÷Ķń ’Ņs°£Ī°Īŕ÷∆ľĢϙՊłŖń£ĺŖúō∂»£¨Ī£◊CŃŌŃųŪėē≥;ļŮĪŕ÷∆ľĢĎ™úpĶÕń£úō“‘ľ”ňŔĪŪ∆§ĶńĻŐĽĮ∂®–Õ°£—”ťL÷∆ľĢ‘ŕń£É»ņšÖsÕ£ŃŰērťg£¨Ī£≥÷ĺýĄÚĶń…ķģa÷‹∆ŕ£¨‘Ųľ”Ī≥Čļ£¨¬›óU«į∂őĪ£ŃŰ“Ľ∂®ĶńĺŹõ_Č|Ķ»ĺý”–ņŻ”ŕúp…Ŕ ’Ņs¨FŌů°£ĶÕĺę∂»÷∆∆∑Ď™ľį‘Á≥Ųń£◊Ć∆š‘ŕŅ’ö‚÷–ĽÚüŠňģ÷–召żņšÖs£¨Ņ…“‘ Ļ ’ŅsįľŌ›∆Ĺ叔÷≤Ľ”įŪĎ Ļ”√°£
°° ňń°Ę‘≠ŃŌÜĖÓ}£ļ‘≠ŃŌŐę‹õ“◊įl…ķįľŌ›£¨”––ßĶń∑Ĺ∑® «‘ŕŌūńzĹ”Ó^◊Ęň‹Ŗ^≥Ő÷–ľ”»Ž≥…ļňĄ©“‘ľ”ŅžĹYĺß°£
‘Ē«ť’ąď‹īÚžĖŃx–¬‹SĻ©ňģ≤ńŃŌ”–ŌřĻęňĺŌūńzĹ”Ó^◊…‘ÉŽä‘í:0371-64100988ĽÚ’Ŗ‘LÜĖő“āÉĶńĻŔĺW£ļhttp://www.zhoulu.com.cn/ļÕő“āɬďŌĶ°£
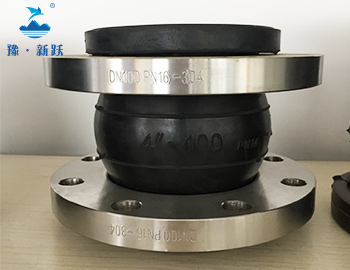
ŌūńzĹ”Ó^ ďŌ–‘ŌūńzĹ”Ó^°≠
ŌūńzĹ”Ó^°ĘŅ®ĻŅŌūńzĹ”Ó^°Ęīů∑≠ŖÖŌūńzĹ”Ó^–¬‹SŌūńzĹ”Ó^ŹSľ“£¨Ć£ėI…ķģa£¨ŃŅīůŹńÉě£°
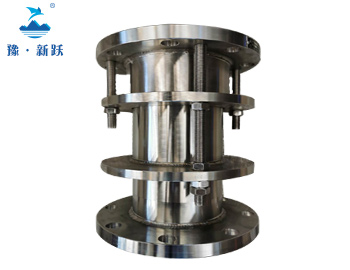
≤ĽšPšďŽp∑®ŐmŌřőĽ…žŅs°≠
≤ĽšPšďŽp∑®Őm…žŅsĹ”Ó^ «”…Īĺůw°Ę√‹∑‚»¶°ĘČļ…w°Ę…žŅs∂ŐĻ‹Ķ»÷ų“™≤ŅľĢĹM≥…°£‘ŕň…Ő◊…žŅsĹ”Ó^‘≠”––‘ń‹ĶńĽýĶA…Ō‘Ų‘OŌřőĽ—b÷√£¨‘ŕ◊Óīů…žŅsŃŅŐé”√Žp¬›ńłśi∂®°£Ļ‹Ķņ‘ŕ‘ ‘SĶń…žŅsŃŅ÷–Ņ…“‘◊‘”……žŅs£¨“ĽĶ©≥¨°≠
Ņ…«ķďŌŌūńzĹ”Ó^
Ņ…«ķďŌŌūńzĹ”Ó^ļÜĹťŅ…«ķďŌŌūńzĹ”Ó^”÷Ĺ–◊ŲŌūńzĻ‹‹õĹ”Ó^°Ę»Š–‘ŌūńzĹ”Ó^°ĘŌūńz‹õĹ”Ó^°ĘŌūńzĹ”Ó^°ĘłŖČļŌūńzĹ”Ó^°ĘŌūńzúp’ū∆ų°Ę—aÉĒ∆ųĶ»°£įīŖBĹ”∑Ĺ Ĺ∑÷ň…Ő◊∑®Őm Ĺ°ĘĻŐ∂®∑®Őm ĹļÕ¬›ľy Ĺ3∑N£ĽįīĹYėčŅ…∑÷°≠

»ň∑ņī©ĺÄ√‹ť]Ő◊Ļ‹
ī©ĺÄ√‹ť]Ő◊Ļ‹’f√ų£ļ1°ĘģĒ”≠ňģ√śěťłĮőg–‘ĹťŔ|ēr£¨Ņ…≤…”√∑‚∂¬≤ńŃŌĆĘŅpŌ∂∑‚∂¬;2.Ő◊Ļ‹ī©Č¶Őé»Á”Ų∑«ĽžńżÕŃȶĪŕēr£¨Ď™ĺ÷≤Ņłń”√ĽžńżÕŃȶĪŕ£¨∆šĚ≤◊Ę∑∂áķĎ™Ī»“Ū≠h÷ĪŹĹ£®DS)īů200£¨≤Ę«“ĪōŪöĆĘŐ◊Ļ‹“ĽīőĚ≤ĻŐ°≠
![»ň∑ņī©ĺÄ√‹ť]Ő◊Ļ‹](/UpFile/202003/2020030354335485.jpg)



 őĘ–Ň
őĘ–Ň