∆ÛòI(y®®)–¬¬Ñ
ƒƒ–©“ÚÀÿ‘Ï≥…ø…«˙윜ƒzΩ”Ó^µƒ ’øs
–≈œ¢ÅÌ‘¥: °°°°ïrÈg:2015-11-12 8:26:45°° òÀ∫û£∫ø…«˙윜ƒzΩ”Ó^ ø…«˙윜ƒzΩ”Ó^èSº“ ø…«˙윜ƒzΩ”Ó^Ér∏Ò
ø…«˙윜ƒzΩ”Ó^±√Èy≈cπе¿‘Olj÷ÆÈgµƒÐõ–‘Ω”Ó^£¨”–∫Ð∫√µƒúp’úp‘Σ¨—aÉî◊˜”√£¨…˙Æa(ch®£n)π§Àáæ´’ø°£µ´‘⁄…˙Æa(ch®£n)þ^≥Ã÷–“≤ï˛≥ˆ¨F(xi®§n)∫Ð∂ýÜñÓ}£¨ΩÒÃÏæÕΩo¥Ûº“ΩÈΩB“ªœ¬ø…«˙윜ƒzΩ”Ó^µƒ ’øsÜñÓ}£¨‘Ï≥… ’øsÜñÓ}”–ƒƒé◊ÇÄ∑Ω√Ê°£
‘Ï≥…ø…«˙윜ƒzΩ”Ó^ ’øsÜñÓ}÷˜“™±Ì¨F(xi®§n)‘⁄“‘œ¬é◊¸c£∫
°°°°“ª°¢◊¢ÀЃ£æþ£ª∂ýù≤ø⁄ƒ£æþ“™’{’˚∏˜ù≤ø⁄µƒ≥‰ƒ£ÀŸ∂»£¨◊Ó∫√å¶∑QÈ_‘Où≤ø⁄°£ƒ£æþµƒÍPÊI≤øŒªë™”––ßµÿ‘O÷√¿‰ÖsÀƵ¿£¨±£◊Cƒ£æþµƒ¿‰Ös嶜˚≥˝ªÚúp…Ÿ ’øs∆÷¯∫Ð∫√µƒ–ßπ˚°£’˚Çă£æþë™≤ªéß√´¥Ã«“æþ”–∫œƒ£√Ð∑‚–‘£¨ƒÐ≥– Ð∏þâ∫°¢∏þÀŸ°¢µÕ§∂»»€¡œµƒ≥‰ƒ£°£
°°°°∂˛°¢◊¢ÀБOlj£ªπ©¡œ≤ª◊„£¨◊¢ÀÐôC¬ðóUªÚ÷˘»˚ƒ•ìpá¿÷ÿ£¨◊¢…‰º∞±£â∫ïr»€¡œ∞l(f®°)…˙¬©¡˜£¨ΩµµÕ¡À≥‰ƒ£â∫¡¶∫Õ¡œ¡ø£¨‘Ï≥…»€¡œ≤ª◊„°£áä◊Ïø◊ô¥ÛªÚô–°°£Ã´–°Ñt»ð“◊∂¬»˚þM¡œÕ®µ¿£¨Ã´¥ÛÑtå¢ π…‰¡¶–°£¨≥‰ƒ£∞l(f®°)…˙¿ßÎy°£
°°°°»˝°¢…˙Æa(ch®£n)π§Àᣪ‘ˆº”◊¢…‰â∫¡¶£¨±£â∫â∫¡¶£¨—”ÈL◊¢…‰ïrÈg°£å¶”⁄¡˜Ñ”–‘¥ÛµƒÀСœ£¨∏þâ∫ï˛Æa(ch®£n)…˙ÔwþÖ“˝∆À˙ø”ë™þmÆîΩµµÕ¡œúÿ£¨ΩµµÕôCÕ≤«∞∂Œ∫Õáä◊Ïúÿ∂»£¨ πþM»Î–Õ«ªµƒ»€¡œ»ð∑e◊ɪØúp…Ÿ£¨»ð“◊¿‰πÃ;嶔⁄∏þ§∂»ÀСœ£¨ë™Ã·∏þôCÕ≤úÿ∂»£¨ π≥‰ƒ£»ð“◊°£ ’øs∞l(f®°)…˙‘⁄ù≤ø⁄Ö^(q®±)”Úïrë™—”ÈL±£â∫ïrÈg°£Ã·∏þ◊¢…‰ÀŸ∂»ø…“‘ð^∑Ω±„µÿ π÷∆º˛≥‰ùM≤¢œ˚≥˝¥Û≤ø∑÷µƒ ’øs°£±°±⁄÷∆º˛ë™Ã·∏þƒ£æþúÿ∂»£¨±£◊C¡œ¡˜Ìòï≥;∫Ò±⁄÷∆º˛ë™úpµÕƒ£úÿ“‘º”ÀŸ±Ì∆§µƒπêØ∂®–Õ°£—”ÈL÷∆º˛‘⁄ƒ£É»¿‰ÖsÕ£¡ÙïrÈg£¨±£≥÷æ˘ÑÚµƒ…˙Æa(ch®£n)÷Ð∆⁄£¨‘ˆº”±≥â∫£¨¬ðóU«∞∂Œ±£¡Ù“ª∂®µƒæèõ_â|µ»æ˘”–¿˚”⁄úp…Ÿ ’øs¨F(xi®§n)œÛ°£µÕæ´∂»÷∆∆∑뙺∞‘Á≥ˆƒ£◊å∆‰‘⁄ø’ö‚÷–ªÚü·ÀÆ÷–æè¬˝¿‰Ös£¨ø…“‘ π ’øs∞ºœð∆Ωæè”÷≤ª”∞Ìë π”√°£
°°°°Àƒ°¢‘≠¡œÜñÓ}£∫‘≠¡œÃ´Ðõ“◊∞l(f®°)…˙∞ºœð£¨”––ßµƒ∑Ω∑® «‘⁄œƒzΩ”Ó^◊¢ÀÐþ^≥Ã÷–º”»Î≥…∫ÀÑ©“‘º”øÏΩYæß°£
œƒzΩ”Ó^ 윖‘œƒzΩ”Ó^°≠
œƒzΩ”Ó^°¢ø®πøœƒzΩ”Ó^°¢¥Û∑≠þÖœƒzΩ”Ó^–¬ÐSœƒzΩ”Ó^èSº“£¨å£òI(y®®)…˙Æa(ch®£n)£¨¡ø¥ÛèƒÉû(y®≠u)£°
≤ª‰P‰ìÎp∑®ÃmœÞŒª…Ïøs°≠
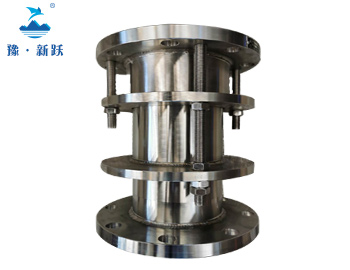
≤ª‰P‰ìÎp∑®Ãm…ÏøsΩ”Ó^ «”…±æÛw°¢√Ð∑‚»¶°¢â∫…w°¢…Ïøs∂Ãπе»÷˜“™≤øº˛ΩM≥…°£‘⁄À…Ã◊…ÏøsΩ”Ó^‘≠”––‘ƒÐµƒª˘µA…œ‘ˆ‘OœÞŒª—b÷√£¨‘⁄◊Ó¥Û…Ïøs¡øÃé”√Îp¬ðƒ∏Êi∂®°£πе¿‘⁄‘ ‘Sµƒ…Ïøs¡ø÷–ø…“‘◊‘”……Ïøs£¨“ªµ©≥¨°≠
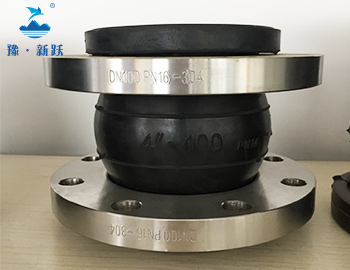
ø…«˙윜ƒzΩ”Ó^
ø…«˙윜ƒzΩ”Ó^∫ÜΩÈø…«˙윜ƒzΩ”Ó^”÷Ω–◊ˆœƒzπÐÐõΩ”Ó^°¢»·–‘œƒzΩ”Ó^°¢œƒzÐõΩ”Ó^°¢œƒzΩ”Ó^°¢∏þâ∫œƒzΩ”Ó^°¢œƒzúp’∆˜°¢—aÉî∆˜µ»°£∞¥þBΩ”∑Ω Ω∑÷À…Ã◊∑®Ãm Ω°¢πÃ∂®∑®Ãm Ω∫Õ¬ðºy Ω3∑N£ª∞¥ΩYòãø…∑÷°≠

»À∑¿¥©æÄ√ÐÈ]Ã◊πÐ
¥©æÄ√ÐÈ]Ã◊πÐ’f√˜£∫1°¢Æî”≠ÀÆ√ÊûÈ∏ØŒg–‘ΩÈŸ|ïr£¨ø…≤…”√∑‚∂¬≤ƒ¡œå¢øpœ∂∑‚∂¬;2.Ã◊πÐ¥©â¶Ãé»Á”ˆ∑«ªÏƒ˝Õ¡â¶±⁄ïr£¨ë™æ÷≤ø∏ƒ”√ªÏƒ˝Õ¡â¶±⁄£¨∆‰ù≤◊¢∑∂á˙ë™±»“Ì≠h(hu®¢n)÷±èΩ£®DS)¥Û200£¨≤¢«“±ÿÌöå¢Ã◊πГª¥Œù≤πð≠
![»À∑¿¥©æÄ√ÐÈ]Ã◊πÐ](/UpFile/202003/2020030354335485.jpg)



 Œ¢–≈
Œ¢–≈